工艺简介
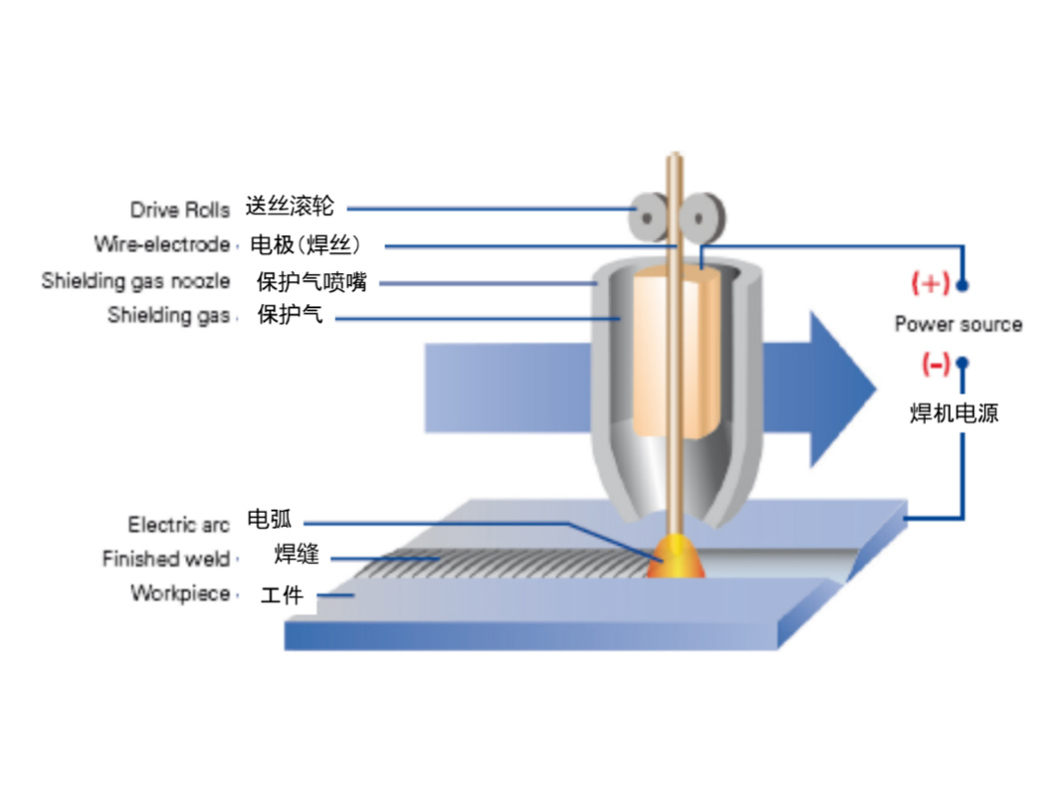
熔化极气保护电弧焊接(GMAW)是最常用的焊接方法。依照被焊母材和所用的保护气体,这种焊接方法可以分为以下两类:
• 熔化极活性气体保护电弧焊接(MAG焊)
• 熔化极惰性气体保护电弧焊接(MIG焊)
这两种方法的工作原理相同。焊丝从焊丝卷上经由送丝机被送入电弧中,在保护气体的保护下熔化。上图即是GMAW焊接的原理结构图。
不同组分的保护气体具有不同的性能,并因此对焊接结果产生不同的影响效果。它们的首要任务是保护熔融的液态金属免受周围空气的袭扰。空气含有氮气、氧气和湿气,焊接不同材料时,这些成分会对焊缝带来负面影响,甚至于导致焊接失败。
保护气体影响:
• 金属过渡的本性
• 熔融金属的流动特性
• 电弧的燃烧特性
• 电弧稳定性
• 热传导
• 焊缝熔深形状
• 焊缝金属的化学成分
• 飞溅产生频率和颗粒大小

应用场景
熔化极气体保护电弧焊接(GMAW)主要应用于以下行业:金属产品、通用设备与专用设备、汽车、轨道交通设备、船舶、航空与航天、电器机械和器材。
梅塞尔的方案
梅塞尔供应应用于GMAW的焊接保护气体产品。依据焊接方法和所焊金属,有三个品牌系列的保护气体产品可供选择:梅钢保®、梅合金保®、梅铝保®。 优点: • 安全性高 • 非常高的接头强度 • 焊接工艺的成本效益高 • 适合所有焊接位置 • 可实现从低到高的熔敷速度
工艺简介
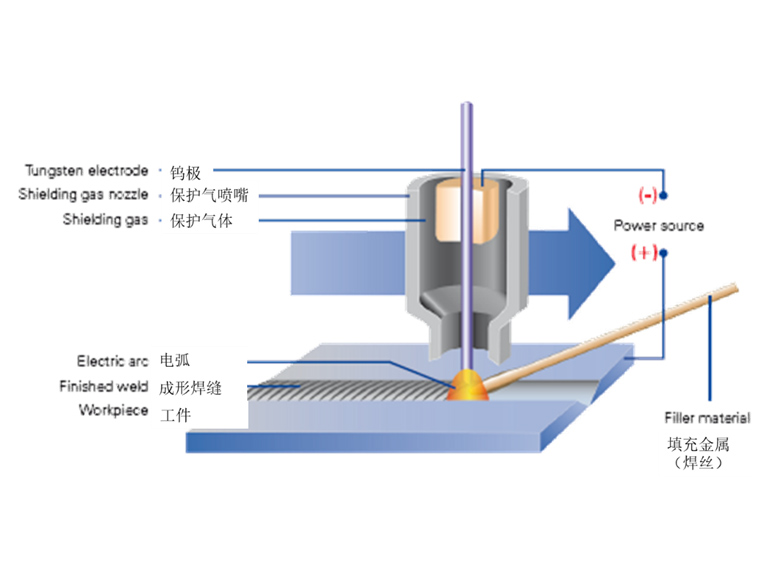
TIG钨极氩弧焊适合焊接所有金属材料。焊接时电弧在工件和不熔化的钨电极之间燃烧。填充焊丝从外侧以手工或自动方式添加进来。焊接保护气体担负起保护钨电极和熔池不受外界空气不良影响的任务。尤其是空气中的氧气会烧损钨电极。这种焊接方法既可用直流电流,也可用交流电流。直流TIG焊并且电极接负极主要用在焊接钢、铜、镍基合金、钛和锆;交流焊主要应用于焊接铝。
应用场景
钨极氩弧焊(TIG)主要应用于以下行业:金属产品、通用设备与专用设备、汽车、轨道交通设备、船舶、航空与航天、电器机械和器材。
梅塞尔的方案
梅塞尔为TIG钨极氩弧焊供应保护气体产品。焊接高合金钢和镍基合金时候,在保护气体里加入少量氢气(2% -- 7.5%)作为还原介质非常有助于取得高质量的焊缝。根据工件的厚度,在保护气体里加入氦气非常适合焊接厚的轻金属材料以及铜。 优点: • 安全性高 • 非常高的接头强度 • 高质量的焊缝表面 • 具有不错的成本效率 适合所有焊接位置
工艺简介
激光焊接技术是一种相对比较新的连接技术,它使用一束聚焦的激光束作为热源。激光束的高能量密度产生了窄而深的焊缝熔深和很高的焊接速度,以及低的热输入和非常少的翘曲变形。无接触的操作减少了工具磨损。激光焊接可焊接几乎所有种类的金属材料。按照能量密度的不同,激光焊接可划分为热传导焊接和深熔焊。二氧化碳激光、固体激光和半导体激光均可用于激光焊接。
应用场景
激光焊接主要应用于以下行业:金属产品、通用设备与专用设备、汽车、轨道交通设备、船舶、航空与航天、电器机械和器材。
梅塞尔的方案
激光焊接也需要气体保护,而且根据所焊材料和部件结构,常需要用混合气体来保护。由于材料类别的繁多,添加一些特殊组分的混合气体也越来越普遍地被用在激光焊接上。 梅塞尔根据您的要求供应气体产品和技术诀窍, 优势: 只要焊接质量和工艺安全性不受影响,用混合气体取代纯氦气进行保护是出于经济性的考虑,我们很乐于为您提供咨询和帮助。
工艺简介
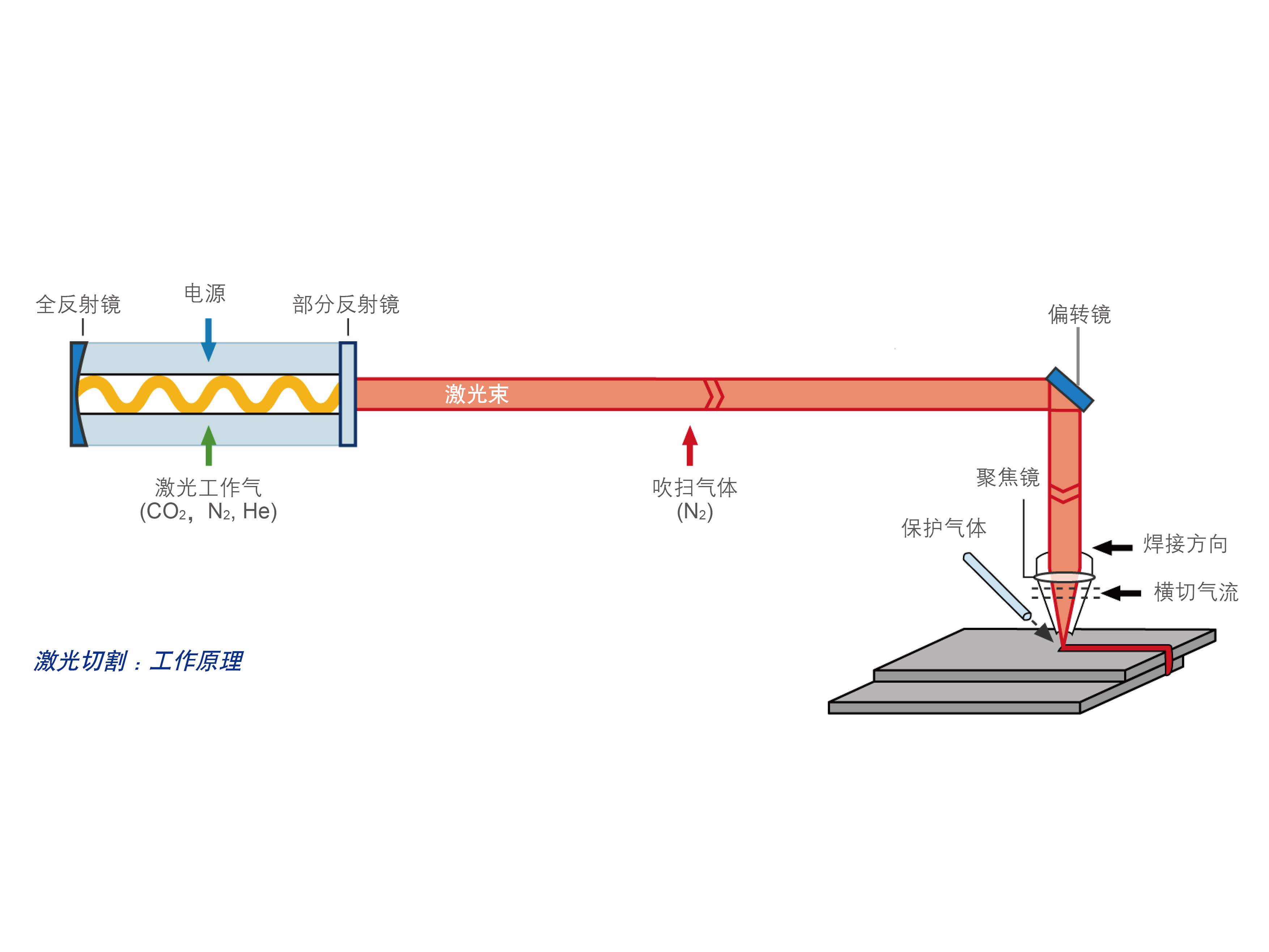
激光切割的激光束被直接用作热源。激光切割可以细分成三种方法。除了氧气助熔切割和熔化切割外,还有材料直接从固态转化为气态的气化切割。切割气体主要起到助燃以及切割下来的残渣吹离切口的作用。
应用场景
激光切割主要应用于以下行业:金属产品、通用设备与专用设备、汽车、轨道交通设备、船舶、航空与航天、电器机械和器材。
梅塞尔的方案
作为切割气体,氧气用于燃烧切割,氮气用于熔化切割和气化切割。梅塞尔根据您的要求供应气体产品和技术诀窍。 使用正确的工艺方法和具有所需要的品质的合适的气体将产生理想的结果。我们帮助您选择最合适的气体。 优点: • 干净的切口 • 尺寸精度高 • 经济效益好



