工艺简介
Unlike traditional subtractive manufacturing represented by milling, turning, drilling, grinding, and cutting, and equal-material manufacturing represented by forging, extrusion, rolling, and drawing, additive manufacturing (also known as 3D printing) produces components and structures designed with CAD and other drafting software by depositing material layer by layer under computer control. Additive manufacturing offers the following advantages: Design flexibility: Additive manufacturing can create complex and intricate designs that are difficult or impossible to achieve using traditional manufacturing methods. High material utilization: Unlike subtractive manufacturing, which removes material from a larger block, additive manufacturing uses only the material required for the final product, thereby significantly reducing waste. Rapid prototyping: Prototypes can be produced quickly and cost-effectively, accelerating product development and iteration. Customizability: Additive manufacturing enables the production of highly customized and personalized products tailored to the specific needs and preferences of individual customers.
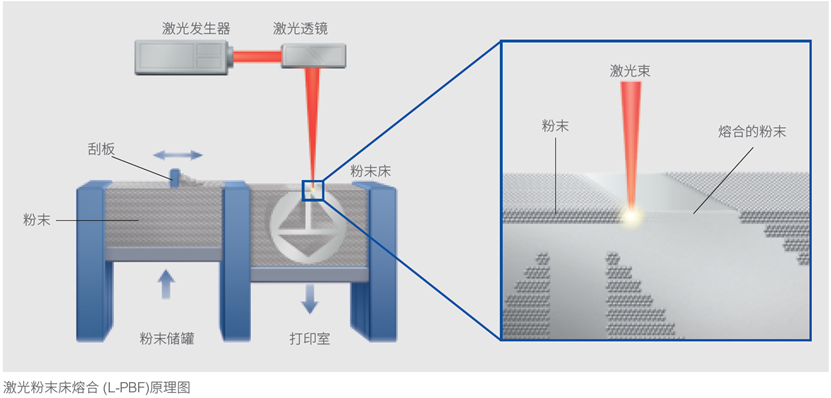
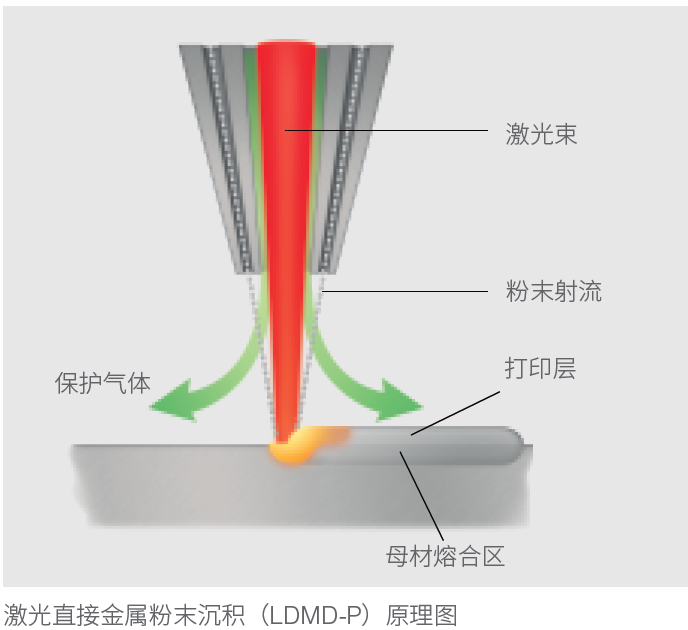
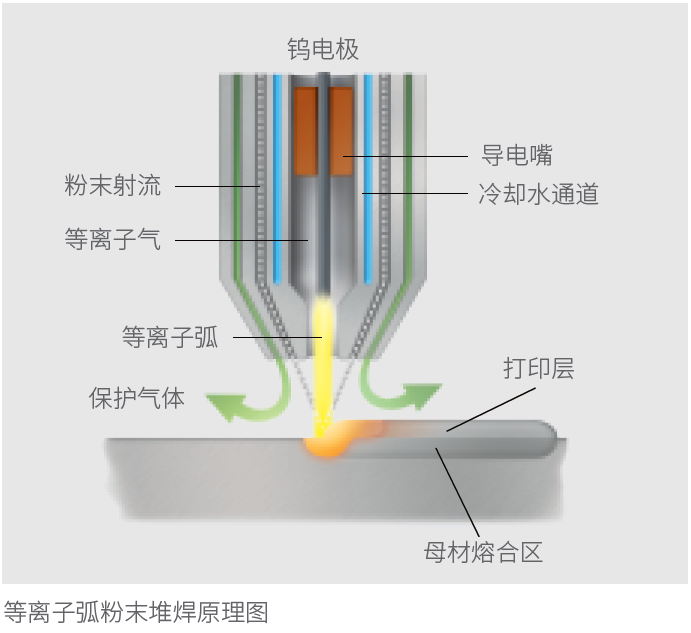
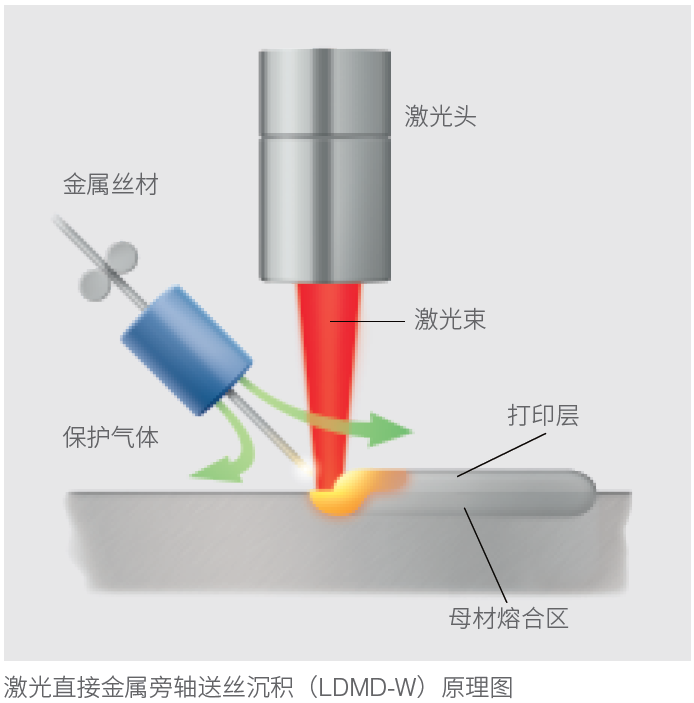
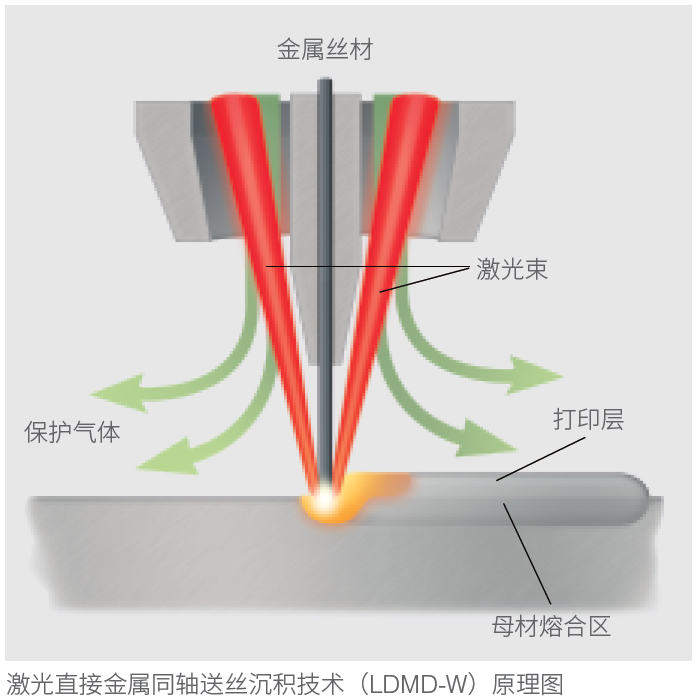
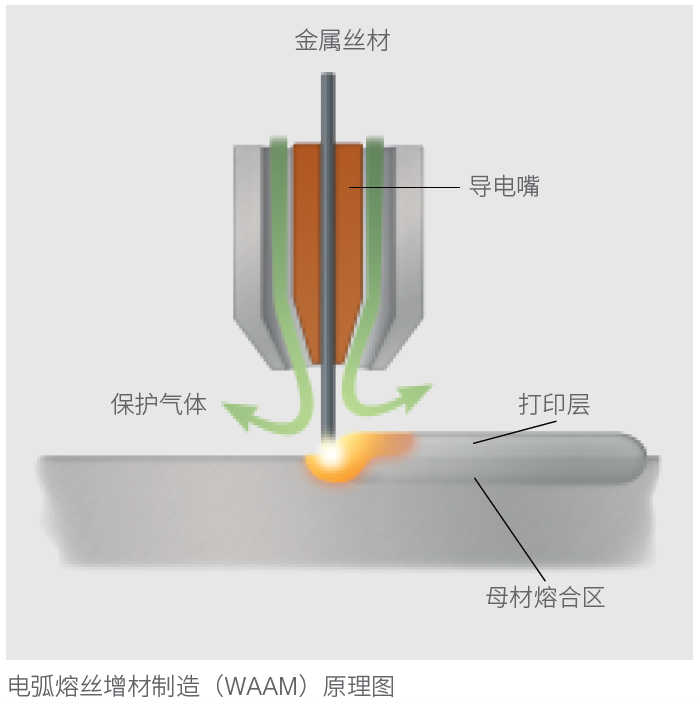
The most commonly used metal additive manufacturing methods:
 |  |
|---|
 |  |  |
|---|---|---|
 |
Application Senario
Theoretically, metal additive manufacturing can be applied to all industries. However, currently constrained by high costs, low production efficiency, and relatively high defect rates, metal additive manufacturing is mainly applied to the following industries: machinery and heavy equipment manufacturing, railway equipment manufacturing, aerospace manufacturing, and medical device manufacturing.
Messer Solutions
Additive manufacturing involves the use of various gases at different stages. Essentially, gas intervention is required starting from the production of powders for 3D printing. Metal powders are atomized with gas jets to obtain spherical shapes. In contrast, plastic powders are prepared by cryogenic grinding, which requires the use of liquid nitrogen. Some powders need to be stored under a protective atmosphere to maintain their quality. This requires special containers that can be filled with shielding gas.
Depending on the specific process method, printing a component may require shielding gas, carrier gas, and/or cooling gas. In most printing processes, the types and purity grades of gases required depend on the raw materials. The table below summarizes the possible types of shielding gases.
Post-processing of printed components also requires gases. Post-processing includes both subsequent heat treatment to achieve homogeneous component properties and subsequent sintering processes. Stress relief annealing, a process that requires shielding gas, is a typical heat treatment method. However, other types of heat treatment may also be necessary.
| Metal material | Argon | Helium | Nitrogen | Argon-Rich Mixtures |
|---|---|---|---|---|
| Titanium |  |  | ||
| Aluminum |  |  |  | |
| Austenitic Steel / Nickel-based Materials |  |  |  |  |
| Ferritic Steel |  |  |  |  |
Messer has established the brand "Addline®" specifically for the above gas products to distinguish them from gases used in other manufacturing methods.

Additionally, regarding Wire Arc Additive Manufacturing (WAAM), because its working principle is the same as arc welding, Messer's Ferroline®, Inoxline®, and Aluline® gases developed for arc welding are also applicable to wire arc additive manufacturing.
